Different types of chips:
Here we are going to learn about the formation of chips in a machining operation, chips are of different types and they are formed due to the different factors.
when the workpiece is machined to get a required shape the cutting tool used to cut the workpiece. at the time of machining different types of chips are formed with respect to cutting speed, machinability etc..
there are some factors to cause different types of chips at the time of machining.
the chips may be formed according to the cutting conditions.
This also depends on the properties of a work piece.
kind of operation is performed on the work piece.
Chips are brodely classified in to three types
1. Discontinuous chips.
2. Continuous chips.
3. Continuous with built-up edge.
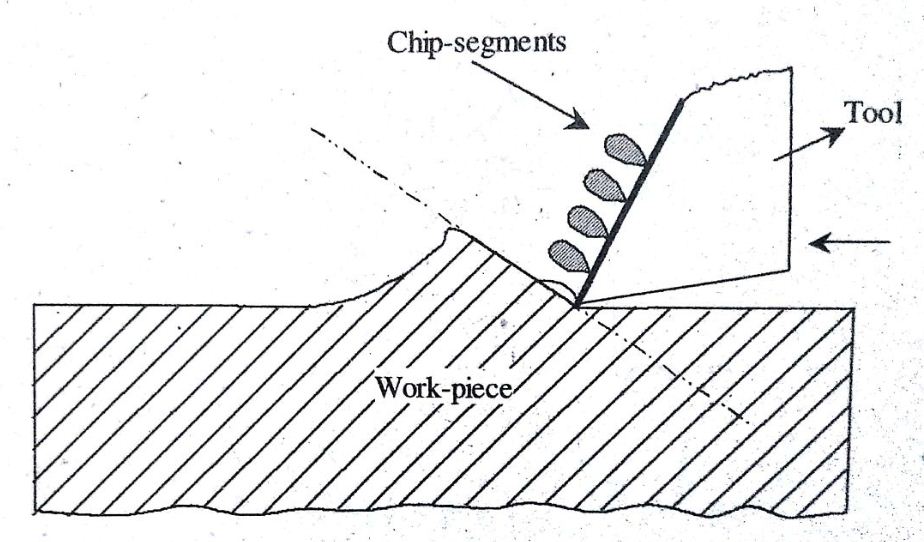
1) DISCONTINUOUS CHIPS:
This kind of chips are produced when brittle materials like cast iron are cut, the deformed material gets fractured and thus the chips are formed into discontinuous chips. This are also formed due to cutting ductile materials and cutting at low coefficient of friction and at low speed and also formed due to cutting deep cutting and low rake angle.
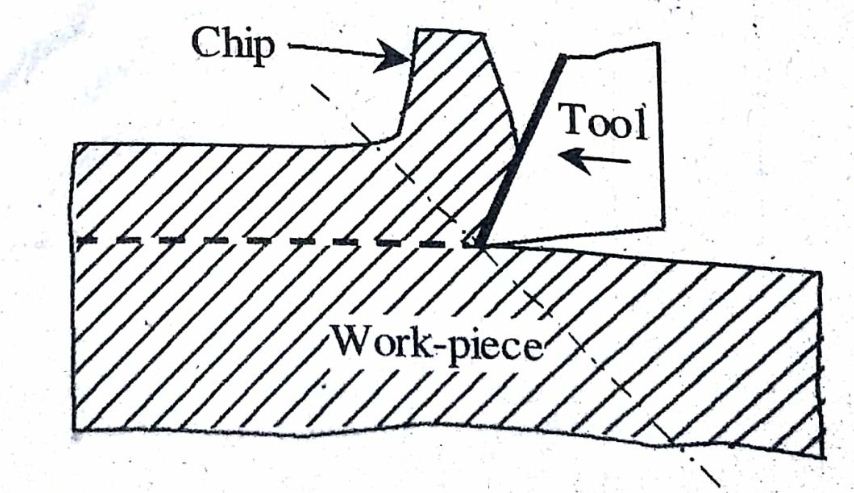
2. CONTINUOUS CHIPS:
This type of chips are formed due to machining ductile metals at high speed and there is minimum friction between the chip and the tool face. This type are formed due to different types of reasons called large rake angle, keen cutting edge, smooth tool face, this type of continuous chip is helpful in keeping tool life long, good surface finish, and also low power consumption.
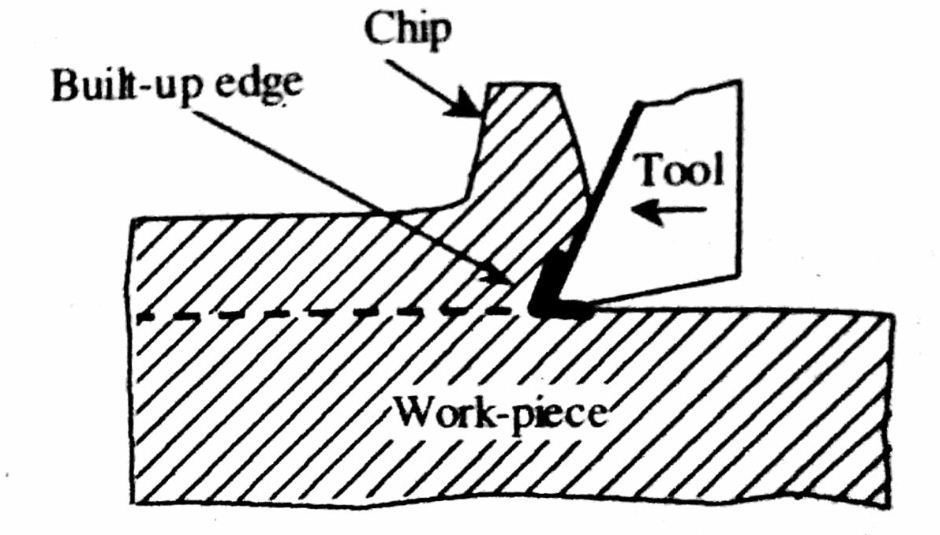
3. CONTINUOUS WITH BUILT-UP EDGE CHIP:
This type of chips are formed due to high temperature, pressure generated,frictionand some particles of chip adhere to the tool rake face, near the tool tip, to form built-up edge, when machining ductile materials under high friction between tool tip and chip.
This is formed due to welding of small chip metal at the tip of the tool. This built-up edge is hardened and brittle due to high temperature and produced rough surface on metal.Due to low rake angle, low cutting speed, lack of coolant, large Depth of cut and high feed rates, this built up edge is formed.
To avoid this type of chip formation.
1. The speed of cut should be moderated.
2. Feed rate should be minimum.
3. Tool rake angle should be high.
4. Coolant should be used while machining
Related Topics: Thermal Engineering