Honing process and parameters of Honing process:
Honing Process: Honing Process is a metal removing process from a workpiece to get a required object, this is done by rotating tool called hone. Honing uses bonded abrasive to remove the metal from the work piece for hard surfaces honing is used, this can remove material up to 0.0025 mm thickness. It gives a good appearance or consistency of a substance and makes corrections which are irregular to work. Honing is done by a less skilled labor also.
The abrasive and grain size is selected upon required surface finish and work should be done.
Honing tool consist of six abrasive sticks which is mounted on a cylindrical body of the tool.
There are two types of works:
- Manual Stroking
- Power stroke
Manual Stroking:
- In this type, the workpiece is moved over the rotating hone by the help of hand.
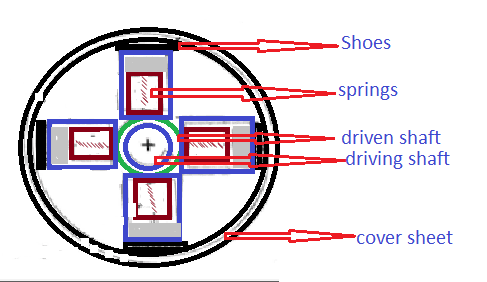
- It consists of one or more abrasive stones, a mandrel, a wedge, and guiding shoes.
Power stroke:
- In this type there is a machine, The machine spindle rotates the honing tool and the reciprocating motion is done by hand or hydraulic machine.
Parameters of Honing Process:
The parameters of honing Process are as follows:
- Spindle speed.
- Reciprocating speed.
- Cross-hatch angle.
- Honing pressure.
Spindle speed:
- The spindle Speed depends on the required bore to be honed. There is some factor that relates to spindle speed.
- Surface finish.
- It depends on the type of Material Being honed.
- Hardness of the material.
- Number of stones in the cutting tool. and width of stone in a tool.
Reciprocating speed:
- Reciprocating speed depends on the cutting tool (honing tool) and bore depth.
- The reciprocating speed can be controlled by Rotary speed and Crosshatch angle.
- If there is an high reciprocating speed then the obtained surface finish is rough.
- This is expressed in meters/min.
Crosshatch angle:
- Depending on the ratio of reciprocating speed to the speed of rotation. the angle is used to obtain when the surface is honed.
Honing Pressure:
- If the material removal rate should be high and to get a better result we use a wide range of pressure must be used.
- With the help of pressure and rate of feed there is a control in honing.
- To get a required pressure a trial and error method is used because the metal removed is high in excessive pressure and insufficient pressure leads to a low rate of the material.
Please Subscribe! and Don’t forget to Follow us on Facebook, Twitter, Linkedin, Instagram and Google Plus.